二十多年前,笔者当时所在的开发部门,就开始研究铲齿工艺及设备。前前后后做了几个版本,从设备的推力机构、步进机构、刀具的材料和角度设计、切削油的选用等多个方面进行了大量的理论计算和实验研究。
2003年,原型机开发完成,后来业界就有厂家开始批量制造铲齿设备和出货铲齿散热器。
近年来,随着技术的不断发展以及应用市场的变化,铲齿已经收到越来越多的业内人士的关注。涌现了大批专业制造CNC铲齿设备的厂家,终端客户特别是水冷散热器等产品也开始大量应用铲齿类的产品。
为什么铲齿散热器受到如此青睐呢?
1、我们先看看铲齿的加工工艺流程
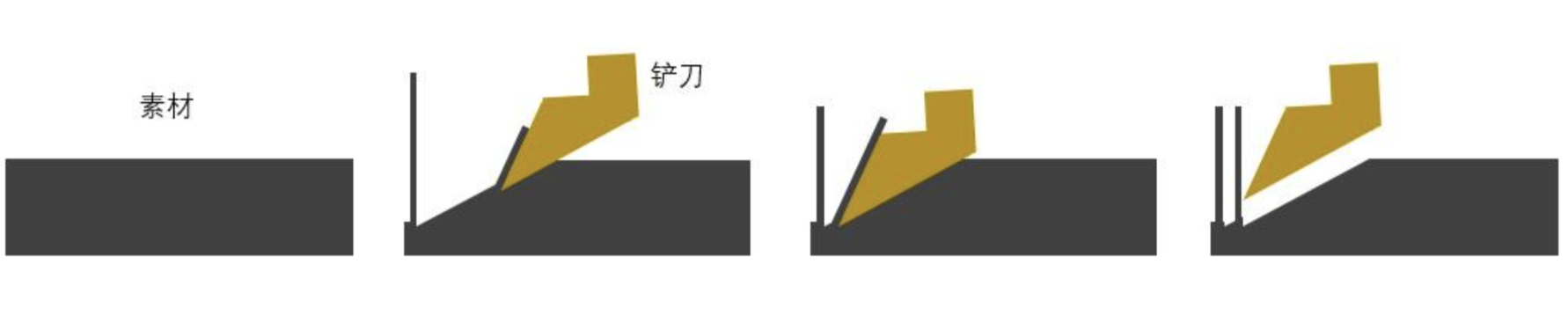
简单地说,其主要工艺流程为:
1>素材,一般是根据散热器的要求,开挤型材;
2>下料,根据产品尺寸,可一模一个产品或一模多个产品;
3>CNC初加工,比如铣掉不需要的部分,铣密封圈槽等等;
4>上数控铲齿机铲齿;
5>滚齿(滚平);
6>二次CNC,根据成本要求,铣掉边缘的齿,或中间打孔,作弊空位,做扣具位等;
7>表面处理
2、使用铲齿工艺生产的散热器的好处有以下几个方面:
1>铲齿散热器具有更高的散热片密度,提升散热性能;
2>铲齿散热器的齿片高度可以达到120mm,完全满足大部分散热器的生产需求;
3>铲齿散热器的齿片可以做得更薄更精密,可以做到0.05mm-2mm,这样可以使得散热器更轻量化;
4>铲齿散热器的在原型材上铲起来的,因此散热效能无损,达到原型材的100%散热效能,而且不会出现松动脱落等风险,提高机器运转的可靠性;
5>铲齿散热器兼容性高,后期加工可能性也大,还可以配合埋铜管等工艺进行散热性能的提升;
6>铲齿机的性能和效率不断提升,铲齿材料的不断完善,已经适合大批量生产。
3、铲齿散热器有以下优点:
1>铲齿散热器是将一个铝(铜)板材通过铲齿加工工艺一次形成,FIN 和基板是一体成型、无接点,可以发挥高效传导的散热特性;不需要经过后续的焊接制程,大大降低了工艺成本。
2>铲齿工艺可以把fin做得更薄更高(比铝挤型材的FIN更薄)故FIN密度高,散热效率也就较高。
3>加工工艺由于是铲削一体成型,相同的散热面积,铲齿工艺可以使得散热器的重量更轻,材料成本也就更低。
4>比起铝挤等工艺,少了尺寸等限制,FIN可以做得更宽大、更高可用于功率较大芯片散热。
5>针对小批量、体积大的散热器,铲齿可以使用板材加工,还省去了高昂的模具费!
4、铲齿及工艺应用
1>各类型的铲齿散热器
在很多场合可替代型材散热器、插齿散热器、折叠FIN散热器、压铸散热器、锻压散热器。
2>水冷头-微通道换热器
用于水冷系统里面蒸发器端的微通
5、铲齿散热器打样无需制作专用的模具,开发前期制作少量样品非常适合。可制作的参数如下:
基板厚度
Base thickness | 单片齿宽L
Fin length | 齿高 H
Fin height | 齿厚
Fin thickness | 齿间距
Fin gap | 产品长度
Product length |
| 1~30mm | ﹤550mm | ﹤120mm | 0.25~2.0mm | 0.2~6.5mm | 3000mm |
